ഡൈ കാസ്റ്റിംഗ്
വാതിലിൻ്റെ ഹാർഡ്വെയർ ഭാഗങ്ങളുടെ വിവിധ സങ്കീർണ്ണ രൂപങ്ങൾ രൂപപ്പെടുത്തുന്നതിന് ഉയർന്ന സമ്മർദ്ദത്തിൽ ഉരുകിയ ലോഹം ഒരു അച്ചിലേക്ക് അമർത്തുക എന്നതാണ് ഡൈ കാസ്റ്റിംഗ് പ്രക്രിയ. ലോഹം തണുപ്പിക്കുന്നതിൽ നിന്നും ദൃഢീകരിക്കുന്നതിൽ നിന്നും തടയുന്നതിന് വളരെ ചുരുങ്ങിയ സമയത്തിനുള്ളിൽ ഈ പ്രക്രിയ പൂർത്തിയാക്കേണ്ടതുണ്ട്. ദ്രാവക ലോഹം അച്ചിൽ കുത്തിവച്ച ശേഷം, അത് തണുപ്പിച്ച് ഉറപ്പിക്കേണ്ടതുണ്ട്. ഭാഗത്തിൻ്റെ വലുപ്പവും ആകൃതിയും അനുസരിച്ച്, തണുപ്പിക്കൽ പ്രക്രിയ സാധാരണയായി കുറച്ച് നിമിഷങ്ങൾ മുതൽ കുറച്ച് മിനിറ്റ് വരെ പൂർത്തിയാകും. തണുപ്പിച്ച ശേഷം, ഭാഗം അച്ചിൽ നിന്ന് നീക്കം ചെയ്യുകയും പിന്നീട് പ്രോസസ്സ് ചെയ്യുകയും ചെയ്യും.

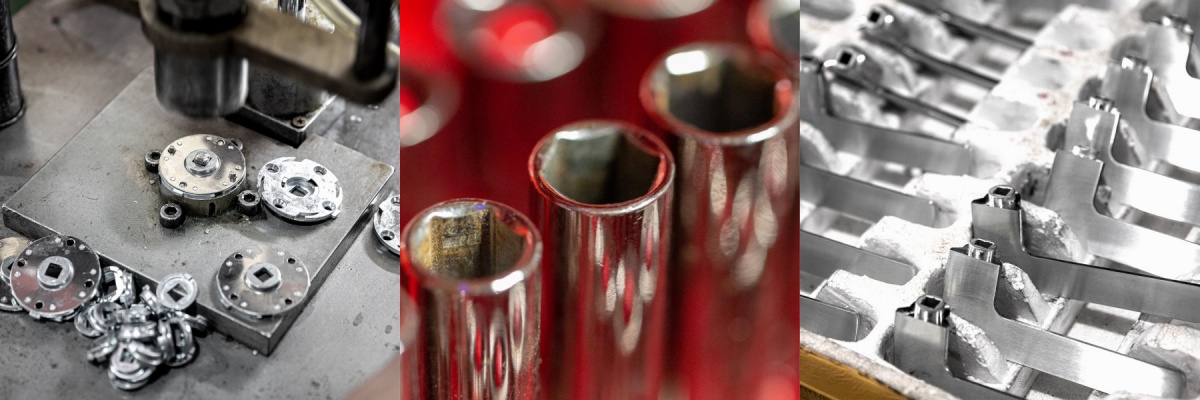
മെഷീനിംഗ്
നീക്കം ചെയ്ത ബ്ലാങ്കുകൾക്കും ഡൈ കാസ്റ്റിംഗുകൾക്കും സാധാരണയായി ഡീബറിംഗ്, ഉപരിതല ചികിത്സ, മെഷീനിംഗ് (ഡ്രില്ലിംഗ്, ടാപ്പിംഗ്) തുടങ്ങിയ ചില പോസ്റ്റ്-പ്രോസസ്സിംഗ് നടപടിക്രമങ്ങൾ ആവശ്യമാണ്. ഈ നടപടിക്രമങ്ങൾക്ക് ഡിസൈൻ ആവശ്യകതകൾ നിറവേറ്റുന്നതിനായി ഭാഗങ്ങളുടെ ഉപരിതല ഗുണനിലവാരവും ഡൈമൻഷണൽ കൃത്യതയും മെച്ചപ്പെടുത്താൻ കഴിയും.
CNC (കമ്പ്യൂട്ടർ സംഖ്യാ നിയന്ത്രണം)
മെഷീൻ ടൂളുകളുടെ ചലനവും പ്രവർത്തനവും നിയന്ത്രിക്കാൻ CNC പ്രക്രിയ കമ്പ്യൂട്ടർ പ്രോഗ്രാമുകൾ ഉപയോഗിക്കുന്നു, കൂടാതെ വാതിൽ ഹാർഡ്വെയർ ഭാഗങ്ങൾക്കായി വിവിധ കട്ടിംഗ്, മില്ലിംഗ്, ടേണിംഗ്, ഡ്രില്ലിംഗ്, മറ്റ് പ്രോസസ്സിംഗ് ജോലികൾ എന്നിവ കാര്യക്ഷമമായും കൃത്യമായും പൂർത്തിയാക്കാൻ കഴിയും.
CNC മെഷീൻ ടൂളുകൾക്ക് മനുഷ്യൻ്റെ ഇടപെടലില്ലാതെ തുടർച്ചയായി പ്രവർത്തിക്കാൻ കഴിയും, ഇത് ഉൽപ്പാദനക്ഷമതയെ വളരെയധികം മെച്ചപ്പെടുത്തുന്നു. സങ്കീർണ്ണമായ ഭാഗങ്ങളുടെ പ്രോസസ്സിംഗ് സമയം ഗണ്യമായി കുറയുന്നു, ഉൽപാദന ചക്രം ഗണ്യമായി കുറയുന്നു.
പ്രോഗ്രാമുകളും ടൂളുകളും മാറ്റുന്നതിലൂടെ, CNC മെഷീൻ ടൂളുകൾക്ക് വിവിധ ഭാഗങ്ങളുടെ പ്രോസസ്സിംഗ് ആവശ്യങ്ങളുമായി വേഗത്തിൽ പൊരുത്തപ്പെടാൻ കഴിയും. ഈ വഴക്കം CNC പ്രക്രിയയെ ചെറിയ ബാച്ച്, ഉപഭോക്താവ് ഇഷ്ടാനുസൃതമാക്കിയ പ്രൊഡക്ഷൻ മോഡലുകൾക്ക് അനുയോജ്യമാക്കുന്നു.

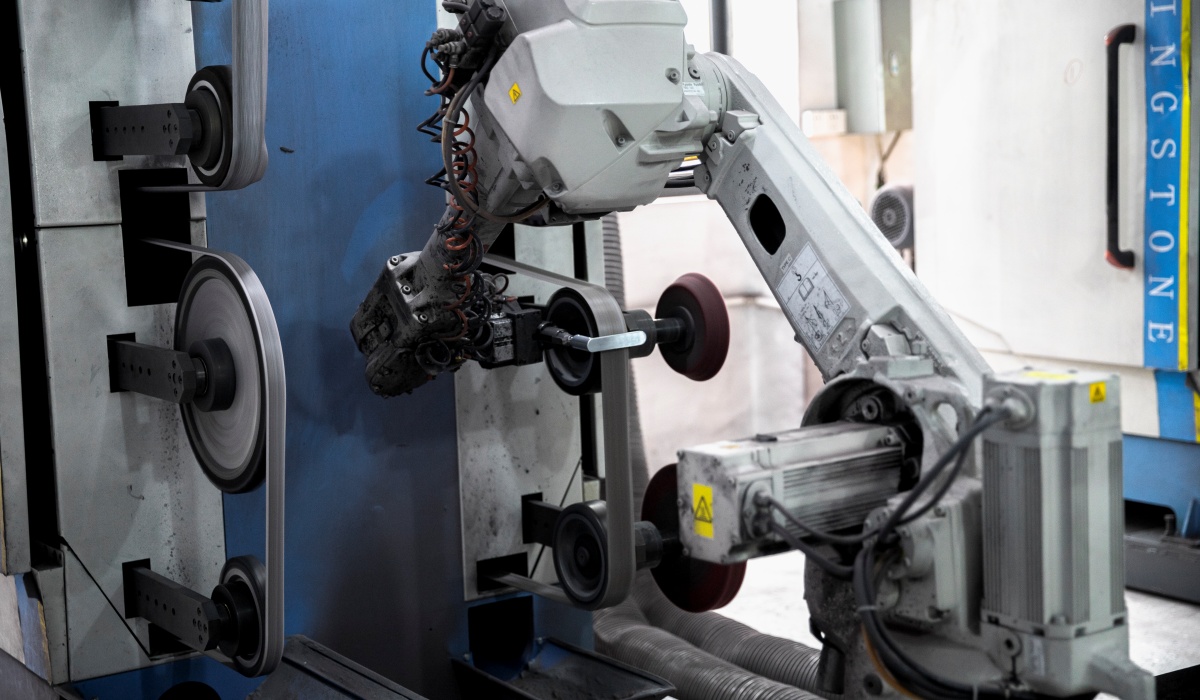
പോളിഷ് ചെയ്യുന്നു
പോളിഷ് ചെയ്യുന്നത് എപ്പോഴും പ്രധാനമാണ്. പരിചയസമ്പന്നരായ 15 തൊഴിലാളികളുള്ള ഞങ്ങളുടെ സ്വന്തം പോളിഷിംഗ് പ്ലാൻ്റ് ഉണ്ട്. ഒന്നാമതായി, "ഫ്ലാഷുകൾ", "ഗേറ്റ് മാർക്കുകൾ" എന്നിവ പോളിഷ് ചെയ്യാൻ ഞങ്ങൾ പരുക്കൻ (വലിയ ഉരച്ചിലുകൾ) ഉരച്ചിലുകൾ ഉപയോഗിക്കുന്നു. രണ്ടാമതായി, ആകൃതികൾ മിനുക്കുന്നതിന് ഞങ്ങൾ നല്ല (ചെറിയ ഉരച്ചിലുകൾ) ഉരച്ചിലുകൾ ഉപയോഗിക്കുന്നു. അവസാനമായി, ഗ്ലോസ് ഉപരിതലം മിനുക്കുന്നതിന് ഞങ്ങൾ കോട്ടൺ വീൽ ഉപയോഗിക്കുന്നു. ഈ രീതിയിൽ, ഇലക്ട്രോപ്ലേറ്റിംഗിൽ വായു കുമിളകളും തരംഗങ്ങളും ഉണ്ടാകില്ല.

ഉപരിതല ചികിത്സ പ്രക്രിയ: ഇലക്ട്രോപ്ലേറ്റിംഗ് / സ്പ്രേ പെയിൻ്റ് / ആനോഡൈസേഷൻ
ഹാർഡ്വെയർ ഉൽപ്പന്നത്തിൻ്റെ ഉപരിതലത്തിലെ മാലിന്യങ്ങൾ ചികിത്സിച്ച ശേഷം, നിറം ചേർക്കാനുള്ള സമയമാണിത്. ഈ പ്രക്രിയയെ "ഇലക്ട്രോപ്ലേറ്റിംഗ്" എന്നും ഈ പ്രക്രിയയ്ക്ക് വിധേയമായ ഉൽപ്പന്നത്തെ ഇലക്ട്രോലേറ്റഡ് പാർട്സ് എന്നും വിളിക്കുന്നു.
അസംബ്ലി
ഹാൻഡിലിൻ്റെയും അടിത്തറയുടെയും സംയോജനം: ഹാൻഡിൽ ഭാഗവും അടിത്തറയും സ്ക്രൂകളോ ബക്കിളുകളോ ഉപയോഗിച്ച് സംയോജിപ്പിക്കുക, ഓരോ ഭാഗവും തമ്മിലുള്ള ബന്ധം ദൃഢമാണെന്നും അയഞ്ഞതല്ലെന്നും ഉറപ്പാക്കുക.
ഫങ്ഷണൽ ടെസ്റ്റ്: അസംബ്ലിക്ക് ശേഷം, റൊട്ടേഷൻ, സ്വിച്ച്, മറ്റ് പ്രവർത്തനങ്ങൾ എന്നിവ സുഗമമാണെന്നും ജാമിംഗ് ഇല്ലെന്നും ഉറപ്പാക്കാൻ ഡോർ ഹാൻഡിൽ ഒരു ഫങ്ഷണൽ ടെസ്റ്റ് നടത്തുക.
